Инверторные аппараты приобретают все большую популярность как среди опытных умельцев, так и молодых сварщиков. Эти устройства очень легко освоить и в дальнейшем выполнять практически все сварные соединения, требующиеся в домашнем хозяйстве. Однако, чтобы обеспечить должное качество, необходимо оптимально подобрать электроды для сварки инвертором. В продаже имеется множество вариантов этих изделий, и для того чтобы разобраться с их предназначением, следует хотя-бы в общих чертах знать их основные характеристики, достоинства и недостатки.
Как устроен электрод
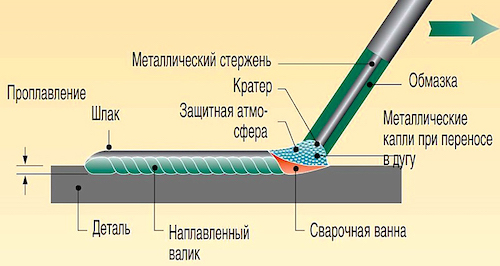
Любой электрод представляет собой проволочную металлическую сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки появляется электрическая дуга, и под воздействием ее температуры сердечник начинает расплавляться. Одновременно начинает гореть и плавиться нанесенная обмазка. Ее основная функция заключается в создании вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к металлическим поверхностям.
Расплавленная обмазка, находясь в жидком состоянии, растекается тонким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В результате, качество шва значительно улучшается.
Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Следует контролировать степень влажности обмазки. Если она повышена, то некоторые виды выбранных электродов зажигаются с трудом. Поэтому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит изначально приобретать отсыревшие изделия. Несмотря на возможность сушки, их характеристики будут снижены. Если же электроды все-таки подверглись воздействию влаги, они могут быть помещены в обычную духовку. Температура сушки указывается на упаковке изделия. Самый простой вариант – поместить отсыревшие изделия в сухое помещение с хорошей вентиляцией и держать их там в течение длительного времени.
Обмазка разделяется на несколько типов покрытий. При работе сварки от постоянного тока применяются электроды с основным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, лучше всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и снижает разбрызгивание металла. Кислый вариант вреден для здоровья, при работе с ним нужно обеспечивать дополнительные меры безопасности.
Как выбрать держатель для электродов
Качество сварочных работ во многом зависит от держателя или держака, удерживающего электроды. Это устройство подключается к одному из концов электрического кабеля.

Существует два типа держателей, которые можно подобрать по конструкции:
- Держатель резьбового типа. Зажим и освобождение сердечника электрода осуществляется путем закручивания и последующего раскручивания рукоятки.
- Держак с клавишей куркового типа. Электрод зажимается и освобождается автоматически, когда подпружиненная клавиша отпускается или нажимается.
По своим характеристикам эти приспособления примерно одинаковы, поэтому как выбрать любое из них, нужно решать самому. Следует обращать внимание на расчетную силу тока держателя и останавливаться на максимальном значении, наиболее подходящем для сварочной аппаратуры. В качестве недостатка клавишного держака можно отметить постепенное ослабление поджимающей пружины и нарушение контакта. Этот узел приходится периодически менять.
Диаметр и подключение электрода
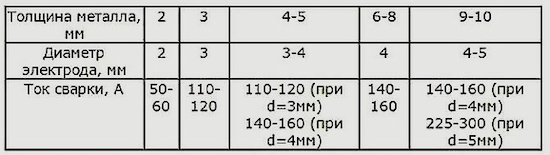
Изначально требуется решить, какие электроды лучше для инвертора, и каким должен быть их диаметр. Этот показатель напрямую связан с размерами заготовок. Если их толщина 3 мм, то и диаметр расходного материала должен быть таким же. Для сваривания более толстых заготовок потребуются и более крупные электроды. Начинающим сварщикам лучше всего тренироваться на изделиях 3 мм, называемых в обиходе тройкой. Основные показатели, облегчающие выбор материала, приведены в таблице.
Выбор электрода зависит и от типа подключения, которое может быть с прямой или обратной полярностью. Обычно, этот показатель указывается на упаковке. Если используется обратное подключение, то положительный выход соединяется с электродом, а отрицательный – с зажимом, прикрепляемым к заготовке. При подключении с прямой полярностью все происходит наоборот: деталь соединяется с плюсом, а электрод – с минусом.
Каждое из этих подключений различается в зависимости от электронного потока. Упорядоченное движение электронов происходит от минусовой к плюсовой клемме. В связи с этим, нагрев детали, подключенной к плюсу, получается гораздо интенсивнее. Степень нагрева металлических изделий можно изменять, используя разные режимы соединения. В случае неправильного подключения, слишком тонкий металл может прогореть, особенно при использовании мощного стержня. Сваривая толстые детали, следует воспользоваться прямой полярностью, для более глубокого прогрева заготовки.
Регулировка сварочного тока
Сварочный ток, используемый в инверторе Ресанта, выставляется в соответствии с диаметром электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простейший расчет предполагает для каждого миллиметра в диаметре от 20 до 30 А сварочного тока. Несмотря на такой широкий диапазон, получаются хорошие результаты, приемлемые для работы. Кроме того, нужно учитывать, каким образом будет накладываться шов. Если сварка выполняется без отрыва – следует пользоваться низкими токами, а с отрывом – потребуется повышенный ток.
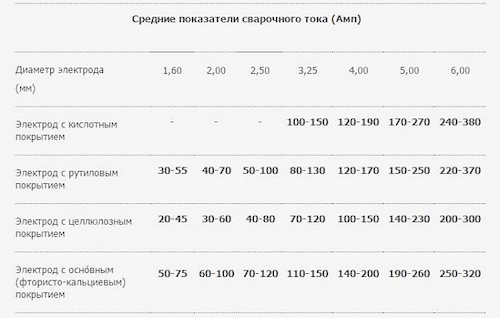
В качестве примера можно взять изделие на 3 мм. В этом случае расчетная величина сварочного тока составит 60-90 ампер. Фактически, такие электроды могут работать в более широком диапазоне – 30-140 А. Для непрерывной сварки требуется ток 70-90 ампер, а для работы с перерывами – 90-120 А. Эти показатели могут изменяться в сторону увеличения или уменьшения. На них дополнительно влияет скорость, с какой движется конец электрода, марка и степень текучести металла, расположение шва – вертикальное или горизонтальное.
Специалисты рекомендуют новичку подбирать токи опытным путем. Изначально выставляется номинальное значение, а затем с помощью регулировок нужно добиваться наиболее оптимального варианта. Тогда и работать будет значительно удобнее, и качество шва будет выше. Основным качественным показателем служит сварная ванна, на состояние которой и нужно ориентироваться во время работ.
По каким критериям выбираются электроды
Все электроды выбирают по двум основным разновидностям:
- Плавящиеся изделия. Основой конструкции служит металлический стержень, покрытый обмазкой. Она способствует повышению стабильности горения дуги и защищает сварочную зону от внешних воздействий. С использованием этих изделий как раз и выполняется ручная дуговая сварка.
- Неплавящиеся электроды. Применяются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, нужно обязательно учесть характеристики и структуру соединяемых заготовок. От этого в дальнейшем будет зависеть качество сформированных швов.
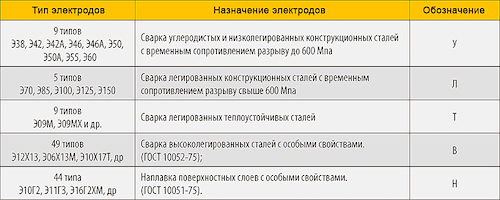
Для разных материалов используются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками известных марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей или формирование наплавок выполняются электродами, у которых сердечники изготовлены из высоколегированных металлов (ЦЛ-11).
- Чугунные детали соединяются специальными изделиями по чугуну – ОЗЧ-2.
Плюсы современных электродов для инвертора
Качество сварки во многом зависит от того, какими электродами лучше варить инвертором. Современные изделия заметно усовершенствовались и приобрели множество положительных качеств:
- Сварка значительно упростилась. Сложности во время работ возникают крайне редко, в основном из-за неправильного выбора по материалу сердечника.
- Способность к формированию высококачественных швов. Они отлично получаются при внутренних и наружных соединениях, могут иметь выпуклую или вогнутую форму.
- Шлак, образующийся при сварке современными электродами, очень легко удаляется с поверхности и позволяет сразу же проконтролировать качество швов.
- Возможность сварки заготовок, покрытых ржавчиной, и получения, несмотря на коррозию, качественного шва.
- Практически все типы электродов безопасны для здоровья сварщика.
Более подробно основные электроды для сварки инвертором и какие из них лучше можно рассмотреть на конкретных марках, которые наиболее известны и чаще всего используются для сварочных работ.
Какие электроды выбрать для сварки
Электроды марки УОНИ 13/55
Данные изделия применяются для сварочного инвертора с использованием постоянного тока. Они хорошо зарекомендовали себя в местах, где требуется особенно высокое качество соединений. Образование сварочной ванны обеспечивает защиту от негативного влияния кислорода, содержащегося в воздухе. Его действие нейтрализуется углекислым газом, выделяемым в процессе горения обмазки.

Некоторые неудобства такая обмазка создает в момент розжига изделия. У молодых сварщиков на это уходит много времени. Возникают трудности и с повторным розжигом из-за сильного затвердевания обмазки, изолирующей кончик металлического стержня. Однако, эти мелкие недостатки компенсируются красивыми швами, без каких-либо отметин от шлака.
Изделия Kobelco LB-52U
Дорогостоящие японские электроды для инвертора, отличающиеся высоким качеством. В одной упаковке помещается 4-5 кг изделий.
Несмотря на высокую цену, они пользуются широким спросом, особенно, когда требуется сварить низкоуглеродистую сталь. Они буквально незаменимы при невозможности двухстороннего проваривания заготовок. Именно эти электроды, используются в работах по соединению трубопроводов. Получаются прочные швы с гарантией качества.

Стержень электрода, как и в предыдущем случае покрыт обмазкой. Перед началом работ изделия требуют прокаливания в температурном режиме до 300 градусов. После удаления влаги горение существенно улучшается, а швы получаются более качественными, как по горизонтали, так и по вертикали. В большинстве случаев работы проводятся с постоянным током. Допускается использование переменного тока, но качество сварки будет несколько снижено.
Марка ОЗЛ-8
Отечественные электроды для сварки, предназначенные для работы со стальными заготовками, содержащими в больших количествах хром и никель. Именно такие электроды выбирают для сваривания нержавеющей стали. Единственным ограничением этих изделий является их использование в аппаратах с постоянным током и подключение по схеме обратной полярностью. За счет этого получается короткая дуга нужной величины.

При соблюдении всех требований технологии, получаются очень прочные швы, не подверженные коррозии. Это очень важно при сваривании деталей, находящихся под постоянными нагрузками.
Определенное неудобство доставляет появление шлака в небольшом количестве, который быстро и легко отделяется от поверхности заготовки. При остывании швы не растрескиваются, но следует избегать резкого охлаждения во избежание кристаллизации, снижающей прочность соединения. Перед работой таким электродам требуется прокаливание.