Использование инвертора
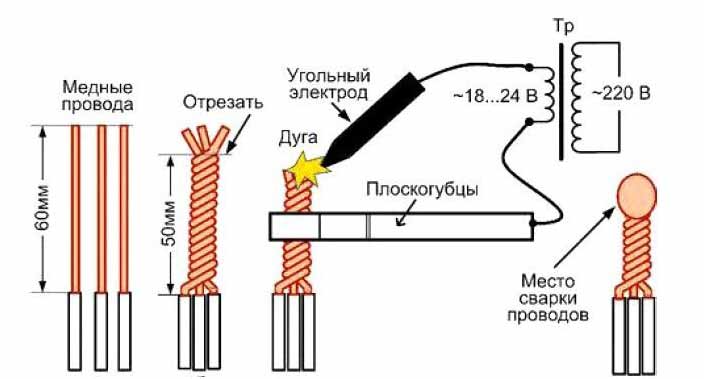
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
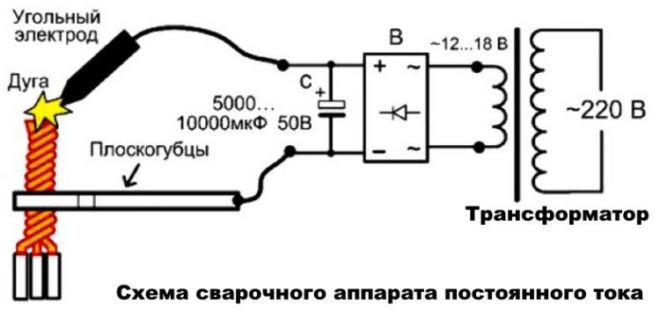
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот. Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.

Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Особенности сварки проводов
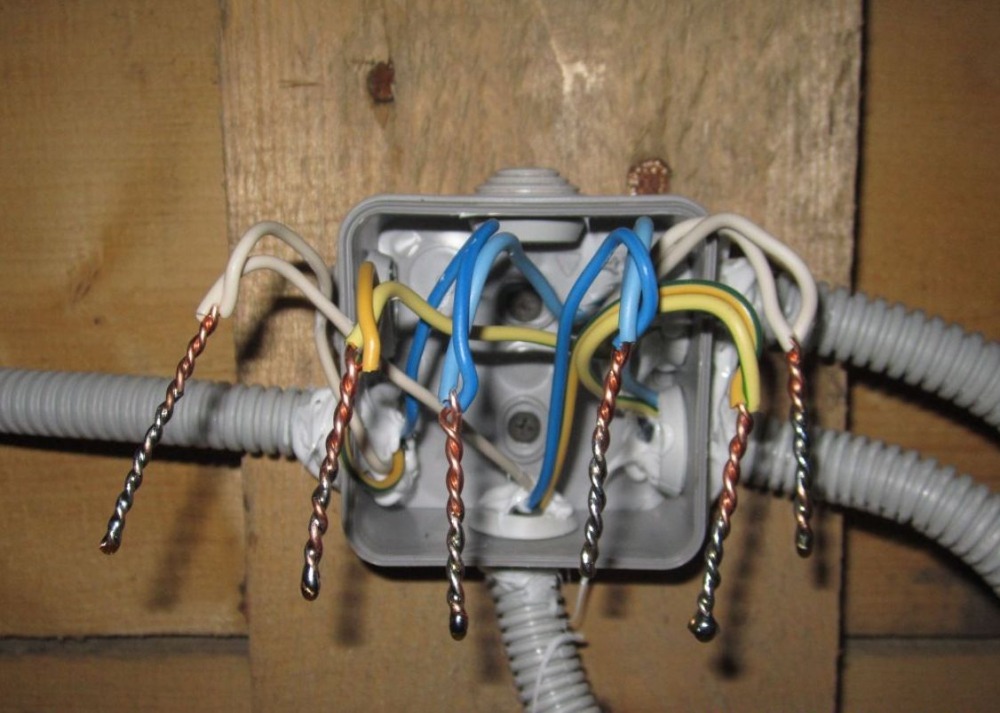
Сначала нужно сделать корректный монтаж проводки – выбрать ее оптимальный диаметр, правильно расположить в стенах помещения. Для распределения линий обустраивают специальные коробки. Там появляется возможность перенаправить подачу электроэнергии от центрального провода вспомогательным.

Сварка проводов в коробке имеет следующие нюансы:
- Применение инверторных сварочных аппаратов мощностью до 1 кВт. Это могут быть заводские модели или самоделки.
- Электроды — графитовые или угольные. Не рекомендуется использовать стержни с омеднением, так как это может отразиться на качестве соединения.
- В отличие от спайки во время сварки не потребуется флюс или другие типы присадок.
- Контроль температуры нагрева проводов. В противном случае велика вероятность частичного разрушения или изменения свойств изоляции.
Работы выполняются только при полном обесточивании сети, во время сварки применяется защитная маска и специальная рабочая одежда. Диаметр электродов зависит от расчетной силы тока, которая, в свою очередь, вычисляется в зависимости от диаметра жил и их количества.
Особенности сварки алюминиевых проводов
Использование жил из алюминия запрещено действующим ПУЭ. Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.

Они заключаются в следующем:
- очистка контактных частей от оксидной пленки;
- применение специального флюса для сварки алюминия;
- обработка места сварки после остывания быстросохнущим лаком.
Использование механических типов соединений для алюминиевых проводов не рекомендуется. Также нельзя скручивать жилы из этого материала с медными. Для этого следует использовать специальные переходники.
Альтернативные способы соединения
Не всегда есть возможность делать сварку токопроводящих жил. Затруднения обусловлены отсутствием инвертора (сварочного аппарата) или недостаточным опытом в выполнении работ этого типа. В этом случае рекомендуется рассмотреть альтернативные варианты соединения проводов.

Методы формирования надежного контакта нескольких жил:
- Скрутка (опрессовка). Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву.
- Пайка. В отличие от сварки используется припой и флюс. Они должны заполнить пространство между проводами скрутки. Удобно для соединения жил небольшого сечения.
- Контактные зажимы. Они могут быть винтовыми или с механической фиксацией. Первые применяются для коммутации большого количества проводов. Механическая фиксация рекомендуется для соединения жил большого диаметра для сетей с высоким показателем нагрузки.
Для каждой методики принят индивидуальный порядок выполнения работ. Но в любом случае соблюдаются общепринятые правила безопасности.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.

Понижающие трансформаторы для изготовления аппарата.
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Разновидности электродов
Круглые
Простой «круглый» тип может применяться неограниченно широко. Сечение стержня составляет от 3,2 до 19 мм. Есть еще так называемые «круглые бесконечные» электроды. Конечно, они имеют строго ограниченные размеры. Однако экономичность полностью оправдывает основное название.
Диаметр «бесконечных» элементов варьируется от 8 до 25 мм. Чаще всего их используют при сварке с помощью специальной машинки. Оба варианта приемлемы для «простых» сварочных работ. Впрочем, любые виды угольных моделей за счет своей неплавкости расходуются мало.
А еще есть несколько видов таких электродов, которые заслуживают отдельного разбора.

Полукруглые
Электрод в форме полукруга обычно имеет диаметр от 10 до 19 мм. Такие изделия часто рекомендуют, чтобы нарезать металлические заготовки. Именно полукруглые электроды используют большинство самодеятельных и профессиональных сварщиков. Шов имеет оптимальную форму. Создавать кромку электродом полукруглого исполнения несложно.

Прямоугольные
Их еще иногда называют плоскими — но не все так просто. Когда торговцы говорят слово «плоский», они могут подразумевать еще и квадратное сечение. Размер сечения колеблется от 8 до 25 мм. Чаще всего такие инструменты применяют, когда надо заделать дефект на стальной отливке. Для других целей их используют редко.

Полые
Нечасто можно встретить и такой вид электродов. Их типичный размер составляет от 5 до 13 мм. Именно подобное решение подойдет для формирования U-образных линий канвы. Также полые конструкции отлично применяют при вакуумной сварке. Давление в рабочей камере при этом не должно превышать 665 Па.

Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
В некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже. Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.

Самодельные держаки для сварки. Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Рекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается</strong>;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди</strong>;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Заключение
Сварка медных проводов и скруток с помощью ручного дугового способа наиболее надежный метод соединения. Подобранный инвертор по заданным критериям – залог успеха в вашем деле. Обратить внимание на мощность прибора, с которым хотите работать.
Учитывайте сферу применения, где и с какими деталями собираетесь произвести спайку. В процессе сварки следите за временем, она должна продлиться около 1-2 секунды, для того, чтобы обеспечить швы на достойном уровне. В противном случае у вас расплавляться провода, а соединение скруток получиться не надёжным.
Какой опыт в сварочном деле у вас? Приходилось ли заниматься сваркой медных проводов и скруток? Каким инвертором вы пользовались? Расскажите о своих впечатлениях, и они помогут начинающим. Желаем успеха в труде!