Сварочные автоматы обладают несомненными преимуществами перед обычными аппаратами электросварки. Они имеют компактные размеры и вполне доступны по цене для большинства домашних мастеров. Тем не менее, многие сварщики не покупают готовые изделия, а предпочитают сделать полуавтомат из инвертора своими руками. В этом случае можно самостоятельно задать все необходимые параметры и технические характеристики.
Устройство и работа полуавтомата
Сварка металлических изделий может производиться разными способами, но во всех случаях используется электрическая дуга. Среди них очень популярны полуавтоматы, способные соединять любые металлы.
В своей работе полуавтомат из сварочного инвертора использует защитные газы, предотвращающие возникновение химических реакций в расплавленной среде. В некоторых моделях для этих целей служит углекислота, но в большинстве устройств применяются различные инертные газы – аргон, гелий и другие. Такая сварка известна под сокращенным названием МИГ или MIG — Metal Inert Gas welding.
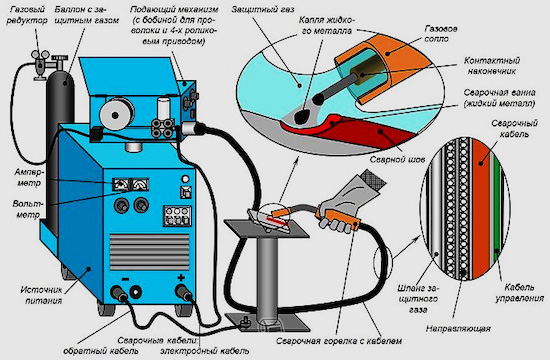
Основные детали и компоненты полуавтоматической сварки:
- Инвертор или трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электрические кабели и шланги необходимого сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.
Сварочная проволока изготавливается из разных металлов и по сути является плавящимся электродом. Она предварительно наматывается на барабан, а затем автоматически подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее диаметра и величины сварочного тока. При нажатии рукоятки возникает электрическая дуга, одновременно проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный металл и окислить его.
В этом случае функция газа аналогична защитному покрытию стандартного электрода, только для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все компоненты сварки – инвертор, барабан, газовый баллон создают некоторую громоздкость системы, отрицательно влияя на мобильность. Однако, данный недостаток перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения токсичных паров, электрическая дуга легко зажигается и удерживается, проволока расходуется в минимальном количестве, возможно соединение даже очень тонких металлических листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится более дешевый углекислый газ. Набор функций практически такой же, за исключением некоторых ограничений, касающихся свариваемых изделий. Профессиональные полуавтоматы могут работать в двух режимах – с углекислотой и с инертными газами. Регулировка тока выполняется в широком диапазоне, а диаметр проволоки может быть любым, в пределах 0,5-4,0 мм.
Механическая часть для подачи проволоки
Без механизма, подающего проволоку, сварочный полуавтомат просто не будет работать. Обычно для размещения устройства используется отдельный короб. Лучше всего подходит корпус от компьютерного системного блока.
Работы начинаются с определения диаметра будущей катушки, на которую будет намотана проволока. Если деталь пока отсутствует, можно сделать бумажный шаблон и вставить его на свое место. Вокруг должно оставаться свободное пространство, поскольку рядом будут размещаться другие узлы и детали.
Чаще всего протяжный механизм изготавливается из автомобильного стеклоочистителя. Под него разрабатывается специальная рама для удерживания прижимных роликов. Чертеж всей конструкции наносится на картон или плотную бумагу в натуральную величину. Чтобы не возиться с изготовлением горелки и шланга, а также с разъемом для подключения, рекомендуется приобрести их в готовом виде одним комплектом по вполне доступной цене.

Устройство подачи следует устанавливать таким образом, чтобы расположение разъема для подключения приходилось на удобное место. Равномерное движение проволоки обеспечивается точным закреплением всех элементов напротив друг друга. В разъеме для подключения находится входной штуцер, под который в корпусе предусмотрено специальное отверстие. Под него же центрируются и ролики протяжного механизма. Направляющими служат подшипники с подходящим диаметром, в которых под проволоку на токарном станке нужно проточить небольшую канавку. Механизм размещается внутри корпуса сделанного из прочного пластика, текстолита или толстой фанеры. Все компоненты крепятся на общей основе.
Первичная направляющая для протяжки проволоки изготавливается из болта, просверленного по всей длине. На входе штуцера устанавливается кембрик, подпружиненный для придания жесткости. Кроме него, пружинами усиливаются штанги с закрепленными роликами. Сила сжатия регулируется болтом, расположенным снизу и соединенным с пружиной.
Если же в силу ряда причин невозможно собственноручно изготовить протяжный механизм, его можно купить в готовом виде. Питание устройств рассчитано на 12 и 24 вольта. В корпусе компьютера имеется блок питания, рассчитанный на 12 В, поэтому и систему следует выбирать по этому параметру.
Электроника системы управления
Когда полуавтомат из инвертора собран, а все детали и узлы размещены внутри корпуса, можно переходить к созданию системы управления механической частью.
Качество сварочного шва во многом зависит от скорости подачи проволоки, которая должна быть неизменной в период всего процесса сварки. Этот параметр обеспечивается двигателем с автомобильного стеклоочистителя. Для изменения скорости вращения нужно сделать полуавтомат подключенным к ШИМ-контроллеру. В этом приборе имеется цифровое табло, устанавливаемое на передней панели корпуса.
Управление газовым клапаном осуществляется отдельным реле, с помощью которого осуществляется и пуск двигателя. Активация всех элементов происходит после нажатия пусковой кнопки, установленной на рукоятке горелки. Газ к месту сварки должен поступать до подачи проволоки, с некоторым опережением, примерно на 2-3 секунды. При несоблюдении этого условия, зажигание дуги произойдет в открытом воздухе, а не в защитной газовой среде. Из-за этого проволока может расплавиться раньше времени.

В качестве основы реле задержки можно взять 815-й транзистор и конденсатор емкостью 200-2500 мкФ, обеспечивающий двухсекундную паузу. При наличии блока питания от компьютера на 12 В, вместо предложенной схемы можно воспользоваться автомобильным реле.
Размещение запорного электромагнитного клапана производится в местах, где он не будет влиять на функции подвижных деталей. Можно купить готовое изделие или воспользоваться воздушным клапаном автомобиля ГАЗ-24. Благодаря этому компоненту, защитный газ автоматически подается на горелку. Его включение происходит только после нажатия пусковой кнопки, благодаря чему исключается перерасход дорогостоящего газа.
После проверки работоспособности схемы, все компоненты также размещаются внутри корпуса. Однако, эффективная работа полуавтомата не может быть в полной мере обеспечена вольтамперными характеристиками применяемого инвертора. Для того чтобы система работала полноценно, в схему нужно внести незначительные изменения.
Переделка трансформатора
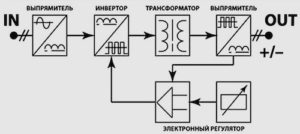
Инвертор по своим характеристикам не может напрямую использоваться в полуавтоматическом сварочном оборудовании. Необходимо внести определенные изменения в конструкцию трансформатора. Данная процедура вполне по силам домашнему мастеру при условии соблюдения порядка действий. Это обязательной действие, когда выполняется переделка инвертора в полуавтомат.
Для того чтобы параметры трансформатора, находящегося в инверторе, соответствовали требованиям, предъявляемым к полуавтомату, необходимо выполнить следующие операции:
- На трансформатор наматывается медная полоса, предварительно обмотанная термобумагой. В этом случае не допускается использование обычного толстого провода, не способного выдерживать повышенные нагрузки. Он будет сильно нагреваться во время работы и очень быстро перегорит.
- Вторичная обмотка также подвергается переделке. Для этого делается обмотка трехслойной жестью. Каждый слой изолирован друг от друга фторопластовой лентой. Новая обмотка соединяется с уже имеющейся методом пайки, обеспечивая тем самым хорошую токопроводимость.
Полученная система нуждается в охлаждении, поэтому в схему нужно обязательно включить вентилятор.
Настройка полуавтомата и подготовка к работе
После компоновки протяжного механизма, блока управления и самого трансформатора, устройство следует правильно настроить и подготовить к работе. В первую очередь, силовая часть соединяется с блоком управления и подключается к сети. После того ка загорится индикатор напряжения, к выходным клеммам подключается осциллограф. Он необходим для обнаружения электрических импульсов с частотой в диапазоне 40-50 кГц. Промежуток времени между их формированиями составляет 1,5 мкс, и эта величина регулируется путем изменения входного напряжения.
Далее проверяется форма импульсов, отображаемых на экране. Она должна быть прямоугольной, с размером по фронту не выше 500 нс. Если проверка не выявила каких-либо отклонений, то инвертор подключается к сети. Сила тока на выходе полуавтомата составляет не ниже 120 А. При меньшем значении следует проверить напряжение, которое скорее всего не более 100 вольт. Добиться нужных результатов возможно путем регулировки силы тока с одновременным контролем температурного режима внутри аппарата.
После обычного тестирования полуавтомат проверяется под нагрузкой. С этой целью сварочные провода соединяются с реостатом, с сопротивлением не ниже 0,5 Ом, способным выдерживать силу тока в 60 А. Сила тока, поступающая к сварочной горелке, проверяется амперметром. Если сила тока не соответствует установленным нормативам, следует изменить сопротивление.
После проведения всех манипуляции и окончании настроек, индикатор инвертора должен показывать на табло ток в 120 ампер. Такая цифра всегда высвечивается, если все действия выполнены правильно. В некоторых случаях могут появиться восьмерки, указывающие на недостаток напряжения в сварочных проводах. Нужное значение выставляется регулировками рабочего тока, которые могут выполняться в диапазоне от 20 до 160 А.