Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам. В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
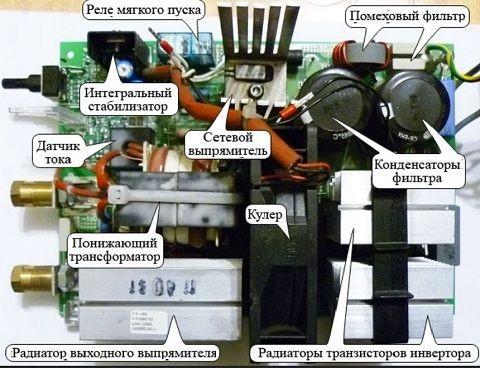
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.
В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки. Такие аппараты имеют большие габариты и массу.

Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.

С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.
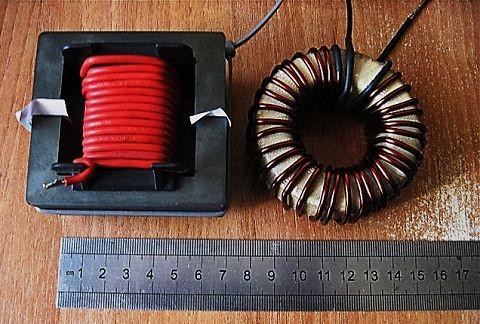
Намотка проводников трансформатора
Для намотки трансформатора используется не провод, а медная жесть, ширина которой составляет 40 мм, толщина – 0,3 мм. Она обертывается в термобумагу, толщиной 0,05 мм, применяемую в кассовых аппаратах. Такая бумага обладает повышенной прочностью и не рвется. Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
Преодолеть негативное действие такого эффекта возможно только с помощью проводника с большой площадью поверхности. Это качество в полной мере соответствует тонкой медной жести. Для вторичной обмотки используется три слоя этого материала, разделяемые тонкой фторопластовой пленкой. Все слои обернуты термобумагой, которая темнеет при нагревании, но это никак не влияет на ее свойства.
Вместо медных жестяных пластин допускается использование в качестве обмотки, провода ПЭВ, сечение которого составляет 0,5-0,7 мм. Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Все рекомендации обязательны к исполнению, поскольку нагревается не ферритовый сердечник, а обмотка. Поэтому в процессе работы для всей конструкции предусмотрен обдув вентилятором внутри корпуса греющихся деталей.
Другие конструктивные элементы
При самостоятельной сборке сварочного инвертора в качестве охлаждающих элементов могут использоваться радиаторы с вентиляторами, которые применялись в компьютерах старых моделей. Для силового моста потребуется два таких радиатора. Один из них задействован на верхней, а другой – на нижней части моста. Эти радиаторы соединяются с диодами моста HFA30 и HFA25 с использованием слюдяной прокладки. Для диодов IRG4PC50W вместо прокладки используется специальная теплопроводящая паста КТП8.
Диодные и транзисторные выводы прикручиваются на каждом радиаторе, навстречу друг другу. Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
В схеме инвертора имеются снабберы с конденсаторами хорошего качества С15 или С16. Они осуществляют глушение резонансных выбросов трансформатора, значительно снижают потери IGBT при его выключении.
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.
Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.

Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.